
目录
快速导航-

高能束制造专题 | 激光粉末床熔融数值模拟研究进展
高能束制造专题 | 激光粉末床熔融数值模拟研究进展
-

高能束制造专题 | 等离子束表面改性技术在金属材料领域的研究现状与应用
高能束制造专题 | 等离子束表面改性技术在金属材料领域的研究现状与应用
-

焊接与切割 | 大溪河特大桥索梁锚固构造焊接工艺研究
焊接与切割 | 大溪河特大桥索梁锚固构造焊接工艺研究
-

焊接与切割 | 不同焊接速度的建筑钢结构T形接头性能模拟
焊接与切割 | 不同焊接速度的建筑钢结构T形接头性能模拟
-

焊接与切割 | 微量Ai元素添加对Sn-9Zn无铅钎料润湿性及焊点可靠性的影响
焊接与切割 | 微量Ai元素添加对Sn-9Zn无铅钎料润湿性及焊点可靠性的影响
-

焊接与切割 | 发动机小尺寸燃油管焊接工艺优化研究
焊接与切割 | 发动机小尺寸燃油管焊接工艺优化研究
-

焊接与切割 | 深水导管架S420高强钢焊缝金属扩散氢来源及关键影响因素分析
焊接与切割 | 深水导管架S420高强钢焊缝金属扩散氢来源及关键影响因素分析
-

焊接与切割 | 焊接活性剂对低碳钢焊缝成形性能的影响
焊接与切割 | 焊接活性剂对低碳钢焊缝成形性能的影响
-

焊接与切割 | 6005A-T6铝合金型材静轴肩搅拌摩擦焊接头微观组织与力学性能
焊接与切割 | 6005A-T6铝合金型材静轴肩搅拌摩擦焊接头微观组织与力学性能
-

焊接与切割 | 海洋工程工艺管道的局部焊后热处理
焊接与切割 | 海洋工程工艺管道的局部焊后热处理
-

热处理 | 16Ni3CrMoE钢输出齿轮的热处理工艺研究
热处理 | 16Ni3CrMoE钢输出齿轮的热处理工艺研究
-

热处理 | Mn与Fe对Al-Cu-Ce合金显微组织和力学性能的作用机制
热处理 | Mn与Fe对Al-Cu-Ce合金显微组织和力学性能的作用机制
-

热处理 | 30CrMnSiA钢吊钩等温淬火工艺的研究
热处理 | 30CrMnSiA钢吊钩等温淬火工艺的研究
-

热处理 | 热处理工艺对沉淀硬化不锈钢性能的影响
热处理 | 热处理工艺对沉淀硬化不锈钢性能的影响
-

热处理 | 航天典型金属材料离子渗氮技术研究进展
热处理 | 航天典型金属材料离子渗氮技术研究进展
-

增材制造 | 激光选区熔化成形AI-Mg-Sc合金与O态5A06板材TIG焊工艺研究
增材制造 | 激光选区熔化成形AI-Mg-Sc合金与O态5A06板材TIG焊工艺研究
-
增材制造 | 铝合金电弧增材制造技术的研究现状及发展
增材制造 | 铝合金电弧增材制造技术的研究现状及发展
-

铸造与锻造 | 稀土元素对Mg-AI-Zn系镁合金组织与性能影响研究进展
铸造与锻造 | 稀土元素对Mg-AI-Zn系镁合金组织与性能影响研究进展
-
铸造与锻造 | 钛合金叶片锻造组织与性能研究
铸造与锻造 | 钛合金叶片锻造组织与性能研究
-

铸造与锻造 | 一种多孤立热节排气歧管的铸造工艺设计
铸造与锻造 | 一种多孤立热节排气歧管的铸造工艺设计
-
检测 | 4130X气瓶钢管的凹坑缺陷成因分析
检测 | 4130X气瓶钢管的凹坑缺陷成因分析
-

检测 | 某压气机叶片疲劳失效分析
检测 | 某压气机叶片疲劳失效分析
-
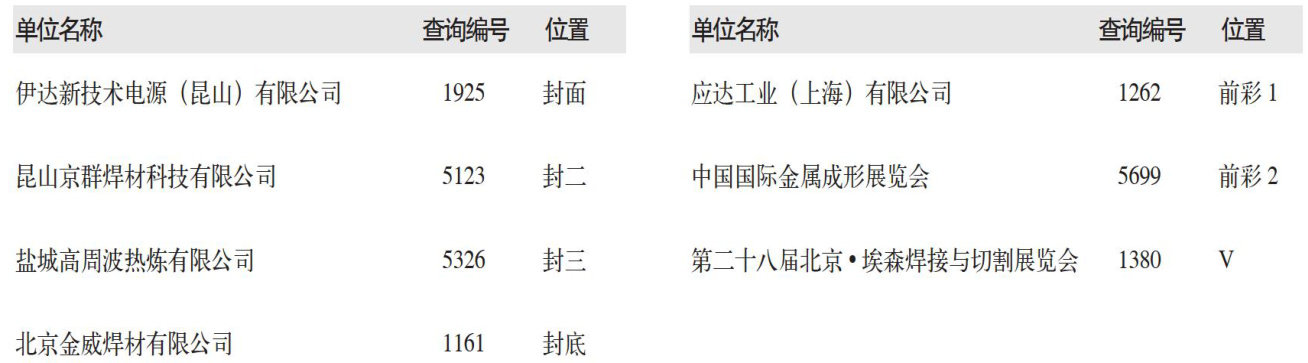
检测 | 《金属加工(热加工)》2025年第5期广告目次
检测 | 《金属加工(热加工)》2025年第5期广告目次
 、送丝速度为
、送丝速度为  、修正电弧长度为 - 2 m m ,初始焊接电流为 1 2 0 A 。采用优化后的焊接参数进行批量生产,产品满足生产质量要求,对小尺寸燃油管的制造具有一定的指导意义。
、修正电弧长度为 - 2 m m ,初始焊接电流为 1 2 0 A 。采用优化后的焊接参数进行批量生产,产品满足生产质量要求,对小尺寸燃油管的制造具有一定的指导意义。 分别增加到 2 8 2 2 μ m 和2 7 4 7 μ m ,调整复合助剂中二氧化钛和氧化镁的质量分数,焊缝熔深进一步提高,最高熔深达到 3 3 9 0 μ m ,比无焊接助剂的焊缝熔深提高 4 2 % 以上,提高的焊接熔深归因于两种焊接助剂的协同作用。研究结果提供了一种在低功率下提高焊缝熔深的一般方法。
分别增加到 2 8 2 2 μ m 和2 7 4 7 μ m ,调整复合助剂中二氧化钛和氧化镁的质量分数,焊缝熔深进一步提高,最高熔深达到 3 3 9 0 μ m ,比无焊接助剂的焊缝熔深提高 4 2 % 以上,提高的焊接熔深归因于两种焊接助剂的协同作用。研究结果提供了一种在低功率下提高焊缝熔深的一般方法。 ),热影响区晶粒尺寸较大(约
),热影响区晶粒尺寸较大(约  )。硬度测试结果显示,接头硬度近似呈现“W”形分布。焊接接头的平均屈服强度、抗拉强度和伸长率分别为
)。硬度测试结果显示,接头硬度近似呈现“W”形分布。焊接接头的平均屈服强度、抗拉强度和伸长率分别为 ,
,  和 3 . 5 3 % ,接头拉伸试样均断裂于热影响区。锁底接头在
和 3 . 5 3 % ,接头拉伸试样均断裂于热影响区。锁底接头在  循环周次条件下的中值疲劳极限为 1 1 2 M P a ;当置信度为 9 5 % 和失效概率为 5 % 时,接头的疲劳下极限为
循环周次条件下的中值疲劳极限为 1 1 2 M P a ;当置信度为 9 5 % 和失效概率为 5 % 时,接头的疲劳下极限为  。本研究为静轴肩搅拌摩擦焊接技术在铝合金车体制造中的应用提供基础理论数据。
。本研究为静轴肩搅拌摩擦焊接技术在铝合金车体制造中的应用提供基础理论数据。 ,等温淬火可获得贝氏体+马氏体的复相组织,随着等温温度上升,上贝氏体含量逐渐增加,硬度与强度值下降,同时保持良好的伸长率和断面收缩率。
,等温淬火可获得贝氏体+马氏体的复相组织,随着等温温度上升,上贝氏体含量逐渐增加,硬度与强度值下降,同时保持良好的伸长率和断面收缩率。


















 登录
登录