

目录
快速导航-
专题策划 | 智造系统与未来AI加工技术
专题策划 | 智造系统与未来AI加工技术
-

专题策划 | 数智化阶段工业母机的融合创新
专题策划 | 数智化阶段工业母机的融合创新
-
专题策划 | CCMT2026机床装备展品预览
专题策划 | CCMT2026机床装备展品预览
-

特别报道 | 格劳博中国:高端机床智造突围
特别报道 | 格劳博中国:高端机床智造突围
-
工匠故事 | 梦想与坚守
工匠故事 | 梦想与坚守
-
工艺方案 | 油路块零件加工效率提升和精度保障工艺
工艺方案 | 油路块零件加工效率提升和精度保障工艺
-
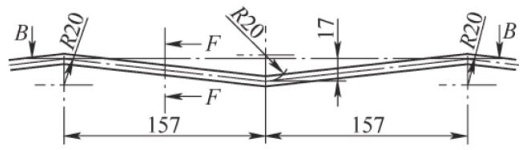
工艺方案 | 航空A320零件新型结构加工工艺
工艺方案 | 航空A320零件新型结构加工工艺
-
工艺方案 | 基于弹性磨头抛光的钛合金气密面加工工艺改进
工艺方案 | 基于弹性磨头抛光的钛合金气密面加工工艺改进
-
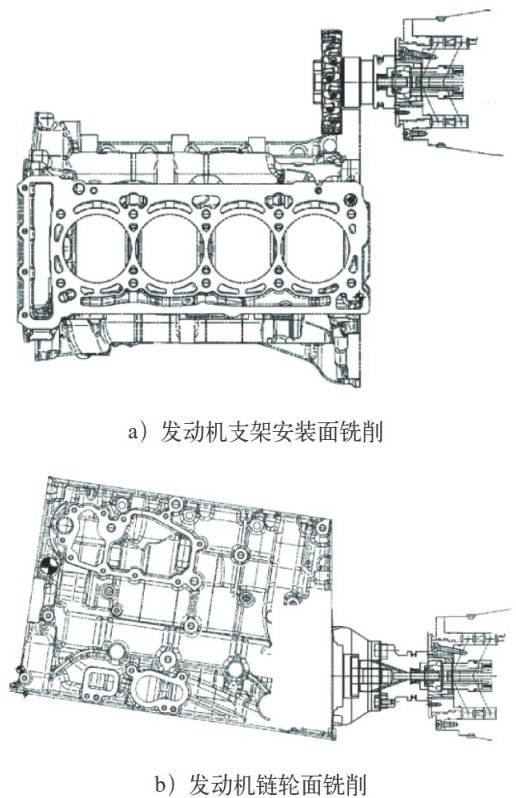
工艺方案 | 数控高效铣削工艺优化
工艺方案 | 数控高效铣削工艺优化
-
机床/附件/工装 | 摇臂钻180° 翻转工作台的设计
机床/附件/工装 | 摇臂钻180° 翻转工作台的设计
-

机床/附件/工装 | 一体式平衡肘加工定位方法及定位装置
机床/附件/工装 | 一体式平衡肘加工定位方法及定位装置
-
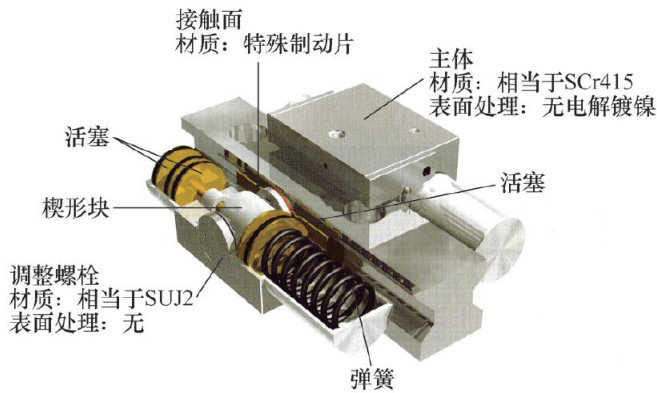
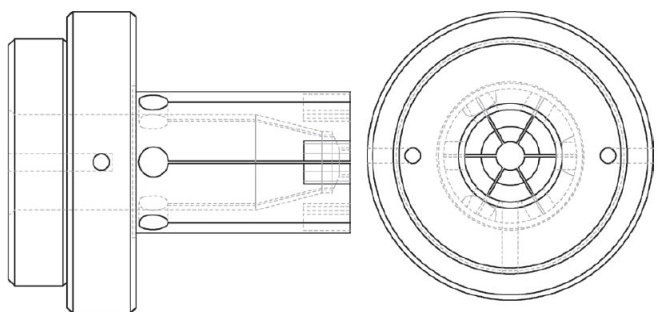
机床/附件/工装 | 气动平衡缸与钳制器组合抱闸结构在直驱式数控机床上的应用
机床/附件/工装 | 气动平衡缸与钳制器组合抱闸结构在直驱式数控机床上的应用
-
机床/附件/工装 | 内撑式夹头系统设计
机床/附件/工装 | 内撑式夹头系统设计
-
刀具 | 发动机缸体铣刀片的修磨再利用
刀具 | 发动机缸体铣刀片的修磨再利用
-
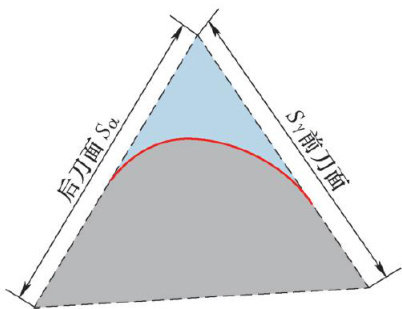
刀具 | 镍基高温合金铣刀刃口设计及其制备技术
刀具 | 镍基高温合金铣刀刃口设计及其制备技术
-

智能智造 | 汽车起重机基本臂加工优化及自动化集成系统
智能智造 | 汽车起重机基本臂加工优化及自动化集成系统
-
智能智造 | 一种基于机器人和视觉的数据螺钉拧紧设备
智能智造 | 一种基于机器人和视觉的数据螺钉拧紧设备
-
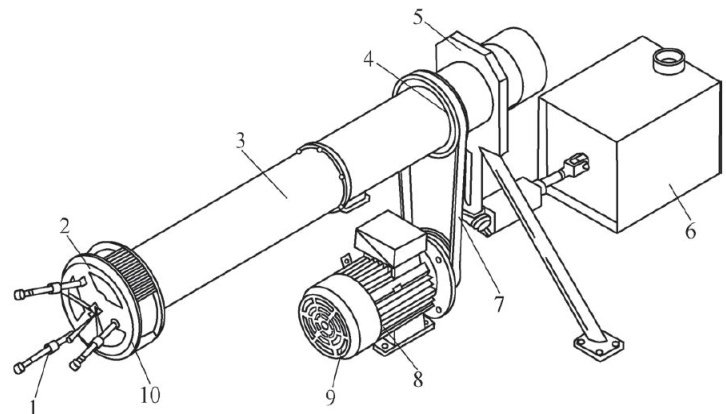
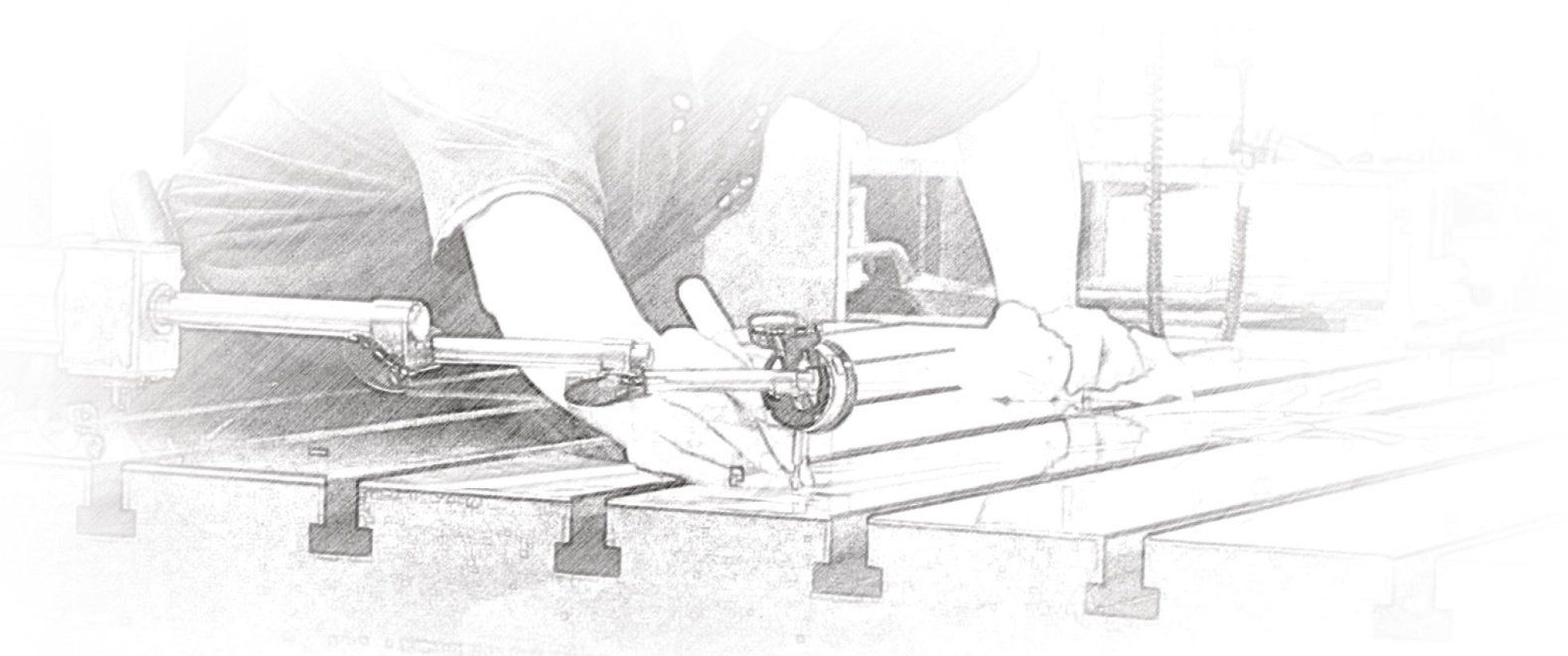
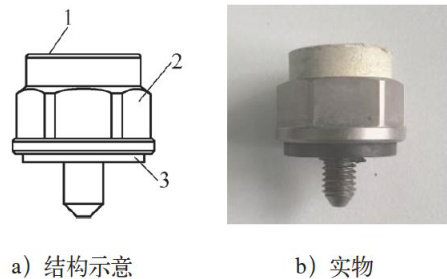
维修与改造 | 基于寿命预测的无缝钢管内孔修磨工艺改进
维修与改造 | 基于寿命预测的无缝钢管内孔修磨工艺改进
-
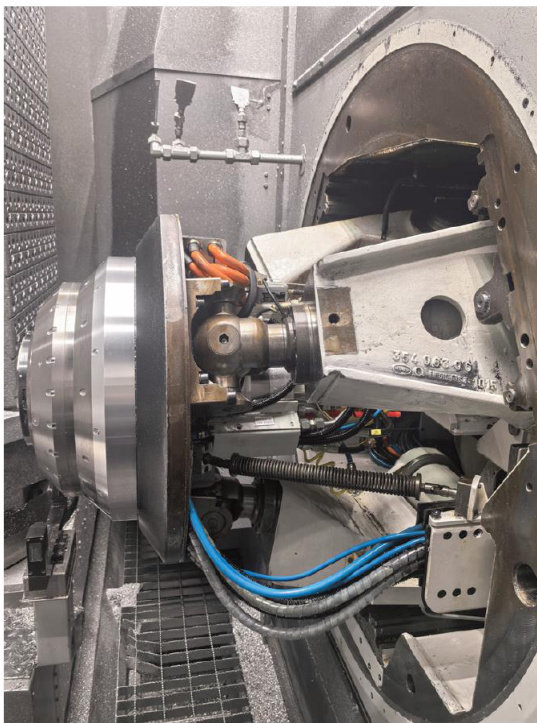
维修与改造 | 六坐标虚拟轴数控加工中心的维修调整
维修与改造 | 六坐标虚拟轴数控加工中心的维修调整
-

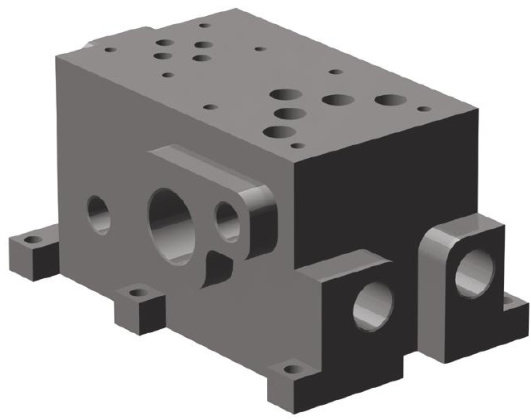
维修与改造 | 液压阀油孔锈蚀成因分析与工艺改进
维修与改造 | 液压阀油孔锈蚀成因分析与工艺改进
-
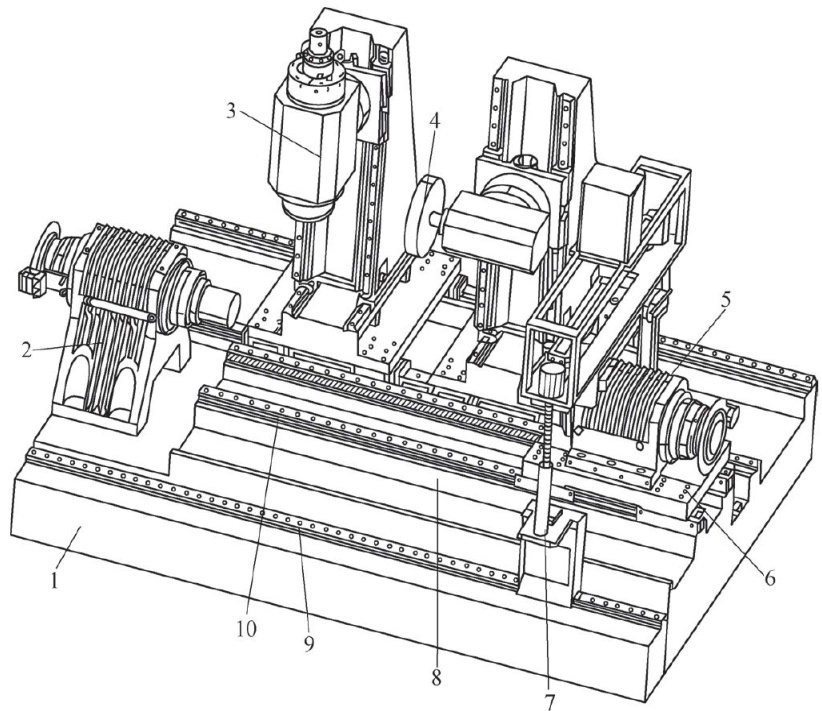
维修与改造 | 立卧双主轴车铣磨复合机床机电一体化设计与优化
维修与改造 | 立卧双主轴车铣磨复合机床机电一体化设计与优化














 登录
登录